
By Jeff Philips, Head of Automotive Marketing, National Instruments (NI)
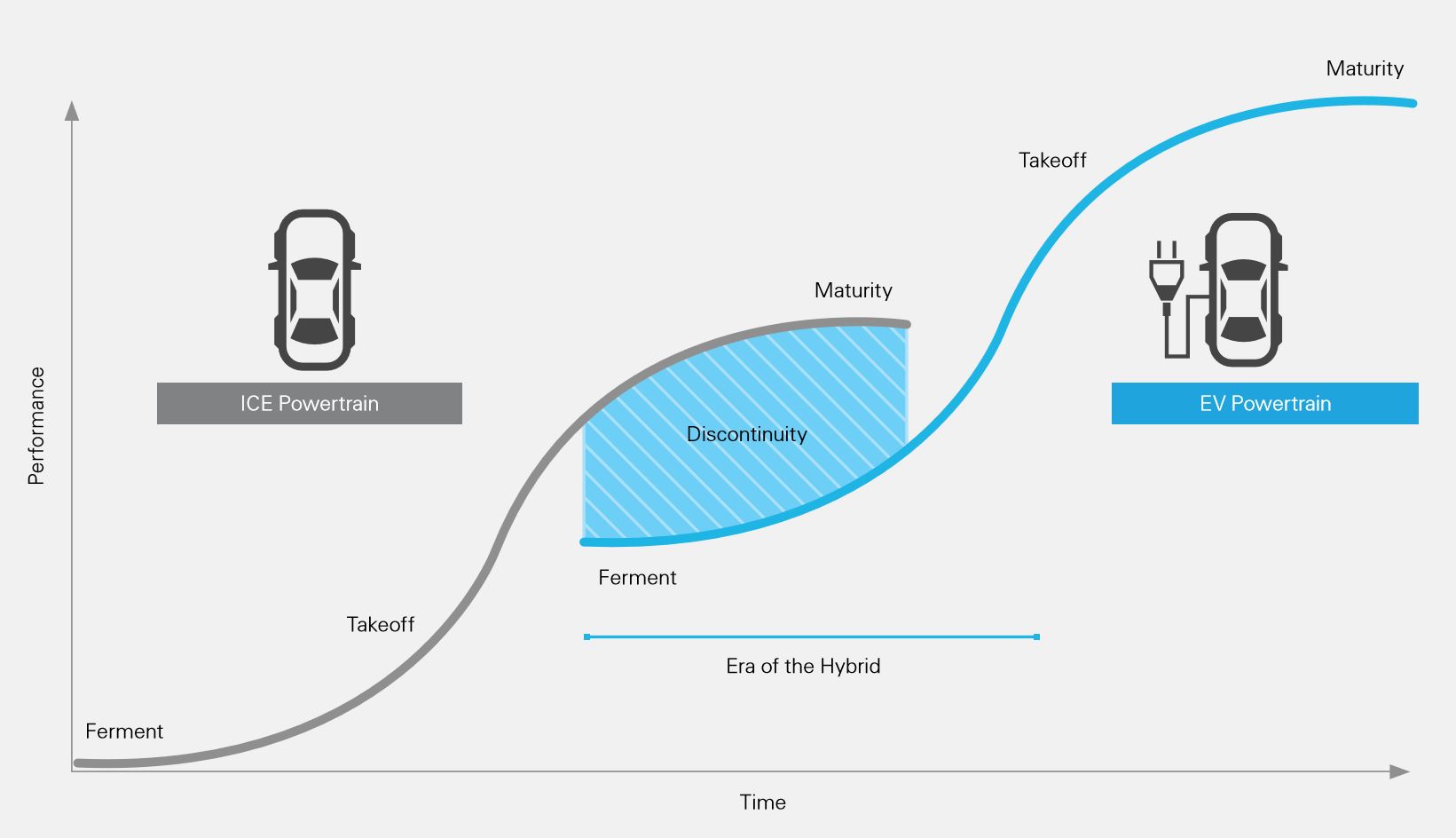
Electric vehicles (EVs) are the future, and many manufacturers are working on their development, least of all Tesla. Volkswagen (VW), the world’s largest car and truck maker, is investing $91bn into building EVs, including one priced no more than the current basic Golf model – hallmarking it as yet another “car for the people”.
Developing new vehicles is time-consuming, but the right investment can offset this challenge. VW has spent over $1bn since 2015 to transform its Zwickau factory in Saxony, Germany, into a plant dedicated to manufacturing EVs based on its modular electric drive matrix (MEB) platform (see box, called “VW’s MEB”) – the first plant of its kind. Whilst many of VW’s EVs are based on this platform, it can introduce complications. Its EV powertrain and associated technologies are unfamiliar to designers used to generating torque from internal combustion engines rather than an all-electric drivetrain. And batteries serve a key function, ultimately defining vehicle cost, range and, hence, commercial success. Practically, battery evaluation and test at cell-, module- and pack-levels are time-critical to new EV platforms. Manufacturers require entirely new solutions to get EVs through design-validation tests, production (assembly line) tests and into the market ahead of the competition.
Optimising power
Battery system designers have the tough job of evaluating different cell chemistries and optimising pack design for often conflicting requirements of energy capacity, size, weight and cost, to meet multiple, varying environmental and driving conditions. The battery management system (BMS) is integral to performance and safety, with complex algorithms required to manage battery charge and discharge, maintaining state-of-health for maximum performance and longevity.
There are several battery system evaluation and test methodology options: One involves simulation using cell manufacturers’ data along with BMS and drivetrain models; another applies dynamic loads on real vehicles in test labs to collect data over simulated driving cycles, with on-the-road tests providing final confirmation. Most methods combine options, spreading the work across globally-distributed teams and supply partners. Battery subsystem test sequences can be lengthy and, with ever-tightening vehicle program schedules, it’s a challenge to manage the process of collecting and analysing globally-generated data at a central location. To speed it up, some manufacturers employ duplicate facilities or external agencies, perhaps using automation for ‘lights-out’ testing and remotely-delivered results. Often, test systems are vendor-dependent, with disparate data-reporting formats across the lab and agency ecosystem, making the task of optimising system performance even harder.
Another way to speed up the process is to test the BMS independently earlier in the design cycle, using model-based capabilities to simulate or emulate the battery cells and systems surrounding the device under test. This results in faster iterations and reduces the overall cost of test, but also generates data that requires careful validation for extrapolation into the real world.

Platform-based testing
For efficiency and speed throughout the design cycle, it’s ideal to incorporate a platform-based approach with interoperable hardware and software using a standardised test system architecture. This way, customers can use the same architecture through the design and test process: From early simulation and cell-level characterisation, to BMS hardware-in-the-loop (HIL) testing, to pack-level system integration, characterisation and durability testing. Using a platform-based approach helps customers take reconfiguration and update ownership so that they can reuse test systems on different vehicle programs and for different stages of development and test – from early prototyping through end-of-line production testing.
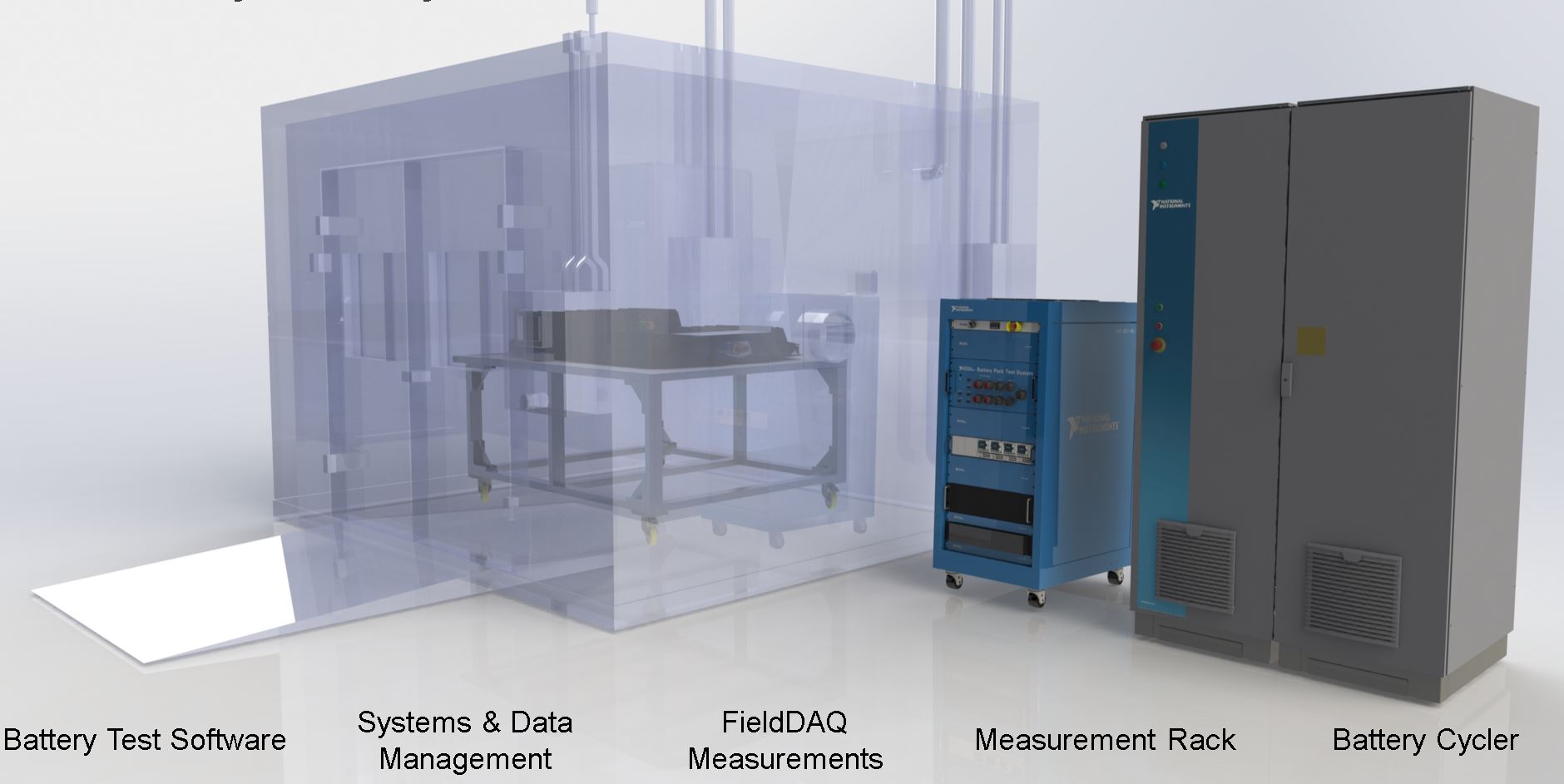
Such a system is available from National Instruments (NI), the automated test and measurement systems provider. Designed to test EV’s battery packs and modules in validation workflows, NI’s system consists of measurement and control hardware for automated test execution, a ‘cycler’ to take the battery through a range of charge and discharge conditions, and application software for automated long-running battery tests. These features bundle together with intuitive software for system management, test monitoring, and data reporting and management.
The test hardware is based on the NI CompactRIO system, a high-performance embedded controller that features industrial I/O modules, ruggedness, industry-standard certifications, integrated vision, communication and human-machine interface (HMI) capabilities. For battery testing, a base system configuration includes four CAN interfaces; 24 cell-voltage measurement channels; 24 cell-temperature measurement channels; eight digital-in and eight digital-out channels with PWM support; and one of each – RS232 and RS485 channels. A DC power source is also included, programmable from 0-60V with a 216W rating. Because this system is built on standard NI products, customers can customise it by adding I/O modules to the base system, resulting in a configuration that exactly matches their current requirements whilst accounting for anticipated system changes.
A full test system solution also includes the NI battery cycler, scaleable to 1200V and 1600A for differing battery packs; for example, for passenger-car 400V systems or commercial-vehicle powertrains at 800V and higher. The cycler features fibre-optic interfaces for high-speed, low-interference control, and high voltage- and current-accuracy monitoring. All of NI’s battery-cycler hardware supports bidirectional power flow, with regeneration back to the grid for energy savings. NI’s hardware acquisition modules, Lab PC and NI software completes the solution, along with an environmental chamber provided by the customer or system integrator.
NI battery-test software
NI’s battery-test software incorporates a Windows-based configuration and test sequencing user interface, with the option of applying specific test steps to a ‘headless’ real-time engine for increased reliability during long-duration steps. The system adapts to changing requirements, with a hardware abstraction layer for flexible configuration and a sequence editor for import/export and test-sequence configuration. Various plug-ins offer support: Expand measurement I/O to quickly implement interfaces for new NI devices, incorporate a test sequencer for real-time OS-based test-script execution, and integrate user interfaces to, and publish data from, the data management engine via a configurable data logger. A watchdog function covers process safety, moving the system to a predefined safe state if specified measurement limits are exceeded. The system works in tandem with NI SystemLink software for test monitoring and data management.
NI SystemLink software manages groups of networked test systems, and features user-defined dashboards to set up test sequences and monitoring, with open APIs and graphical interfaces managing Cloud-based data transmission, visualisation, analysis and report scheduling. Configurable alarms and notifications monitor system health and performance. The web-accessible application supports NI products such as LabVIEW and TestStand, along with third-party software and hardware, and is expandable though a plug-in architecture. It provides managed software and configurations, to improve test repeatability and reduce the risk of mismatched software versions among test system groups.
The availability of industry-leading tools to improve data aggregation and analysis means manufacturers can now get the ‘edge’ they need in the competitive world of EV development.
VW’s modular electric drive matrix (MEB)
VW claims that modularity, and especially its MEB, optimally matches the requirements of electromobility. Here, the axles are offset far apart, ensuring short overhangs. There is no combustion engine that takes up space, and there’s no need for a joint to connect rigid rods with axes inclined to each other, used in shafts for transmitting rotary motion. The drive consists of an electric motor integrated in the rear axle, including power electronics and transmission, and the auxiliary units are located at the front of the vehicle.
The architecture is aligned with the high-voltage traction battery in the car floor and provides plenty of space in the interior of the VW “ID.3” – similar to the Passat – whilst the exterior length is more like that of the Golf.
With its scaleable battery system, the MEB can be tailored to the car model’s individual needs. For short-distance vehicles, such as in city driving, a lower capacity battery is sufficient, which saves costs. A larger battery for larger vehicles provides more freedom, with a battery that has a charging capacity up to 125kW. The position of the battery in the centre of the vehicle results in a low centre of gravity and a balanced weight distribution, ensuring dynamic and balanced driving.
Any car maker can apply the MEB to their own creations. Different models can be made through this platform without having to change the unique identity of the brand, since body and chassis are separated from each other. Indeed, the first external partner to use the MEB is Aachen-based electric car manufacturer e.GO Mobile, which made its small electric car called e.GO Life.
Closer to home, Volkswagen plans to launch the first member of its “ID. Family” of EVs this year, with the smallest model costing less than €30,000. The range of the “ID.3” is up to 550km, with an electric motor that develops an output of 125kW/170PS.






